

本文簡述了發(fā)動機缸蓋類鑄件、輪類鑄件、結(jié)構(gòu)類鑄件、泵殼閥類細密性鑄件等幾種典型鑄鐵件采用將鑄件分割置于上、下型的做法,甚或是鑄件全部設(shè)置于上型的工藝計劃,剖析了其容易導(dǎo)致氣孔、澆不足、冷隔、縮孔、縮松、錯邊等鑄造缺點的原因。采用鑄件全部設(shè)置于下型的工藝計劃后,因其具有型腔排氣充分、可優(yōu)化設(shè)計澆注體系、可優(yōu)化設(shè)置冒口體系、鑄件錯箱缺點少、鑄件加工余量少等長處,生產(chǎn)實踐表明,采用此工藝后鑄件合格率大幅提高,可獲得內(nèi)部安排愈加細密、外形愈加美觀的高品質(zhì)鑄件。

分型面位置(設(shè)在鑄件中部與設(shè)在鑄件頂面)的挑選極為重要地影響著鑄件合格率的凹凸、造型的難易程度等。滬東鑄造認為:砂型鑄造出產(chǎn)中結(jié)構(gòu)完全設(shè)置在下型的鑄件,其鑄件的造型、下芯、合型操作較為簡潔,鑄件合格率較高。在鑄造出產(chǎn)實踐中,確實有許多類型的鑄件的澆注位置本可以實現(xiàn)鑄件結(jié)構(gòu)全置于下箱,上型只須設(shè)置鑄件的澆冒口等工藝結(jié)構(gòu);也有較多類型的鑄件的澆注位置在輔以砂芯或中箱或曲面分型等工藝措施后,亦可以實現(xiàn)其鑄件設(shè)置于下型(或首要部分置于下型)。然而,在現(xiàn)實出產(chǎn)中有許多的鑄件,尤其是以下幾類典型結(jié)構(gòu)的鑄件,許多鑄造廠仍經(jīng)常選用將鑄件分割置于上、下型的做法,甚或是鑄件悉數(shù)設(shè)置于上型的工藝計劃。出產(chǎn)實踐標明,這種辦法較容易導(dǎo)致氣孔、澆不足、縮孔、縮松、錯邊等鑄造缺陷。
1.1發(fā)動機缸蓋類鑄件
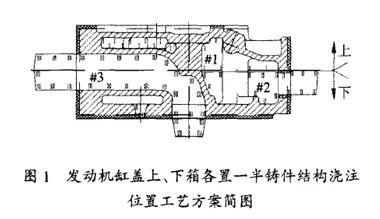
各類發(fā)動機鑄鐵(鋼)缸蓋類鑄件的砂型鑄造,遍及采用的是一些常用手冊或教科書上一般引薦的圖1所示的上、下箱各置鑄件一半結(jié)構(gòu)的澆注方位鑄造工藝計劃。
圖1所示的發(fā)動機缸蓋類鑄件上、下箱各置一半鑄件結(jié)構(gòu)的澆注方位鑄造工藝計劃,在生產(chǎn)中鑄件易產(chǎn)生氣孔、澆缺乏、冷隔等缺點。該種狀況在我國無論南北的鑄造廠都是極為遍及存在的,并且一般都是該類鑄件的主要缺點,尤其是氣孔一般為該類鑄件廢品缺點的榜首要因,是相關(guān)工廠鑄造生產(chǎn)中多年存在的“老、大、難”技術(shù)問題。
在工廠的實際生產(chǎn)中,為處理該缸蓋類鑄件氣孔等鑄造缺點,較為遍及的方法是采用粗粒度的型砂(45/75目)、在上下砂型背面各扎出多個不穿透的出氣孔(道)、在鑄件的上表面的搭子上設(shè)置眾多個出氣針及其出氣片結(jié)構(gòu)、設(shè)置若干個“出氣”冒口,以及進步鐵液的澆注溫度至1410℃(以上)等工藝辦法。然而這會使得造型工藝復(fù)雜化,以及使鑄件的表面質(zhì)量降低和增加鑄件整理(拋丸)的難度和鑄造生產(chǎn)成本。
1.2輪類鑄件
各類鑄鐵(鋼)輪類鑄件的砂型鑄造,亦遍及采用的是一些常用手冊或教科書上較為通常引薦的圖2所示的上、下箱各置鑄件一半鑄件結(jié)構(gòu)的澆注方位鑄造工藝計劃。
輪類鑄件在鑄造時簡單出現(xiàn)縮孔、氣孔、夾砂、裂紋和砂眼等鑄造缺點,或簡單出現(xiàn)縮孔、裂紋、砂眼缺點。輪類鑄件的圖2所示上、下箱各置一半鑄件結(jié)構(gòu)的傳統(tǒng)鑄造工藝計劃,該種工藝計劃(狀態(tài))在各類鑄造廠都較為遍及存在,其氣孔、縮孔等缺點亦通常為該類鑄件廢品的主要因素。
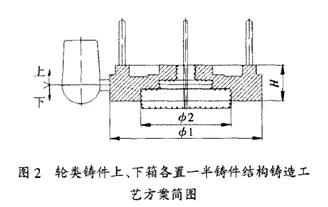
在工廠生產(chǎn)實際中,為處理該輪類鑄件氣孔、縮孔等鑄造缺點,亦遍及采用粗粒度的型砂、在上下砂型背面各扎出多個不穿透的排氣孔(眼)、多設(shè)置出氣針或“出氣”冒口,以及進步鐵液的澆注溫度等工藝措施,亦使得造型工藝復(fù)雜化以及使得鑄件表面質(zhì)量降低;為處理該輪類鑄件縮孔等鑄造缺點,以設(shè)置較大尺度的邊冒口或側(cè)耳冒口網(wǎng),然后又會降低鑄件工藝出品率和砂箱的面積利用率。
1.3框架類鑄件
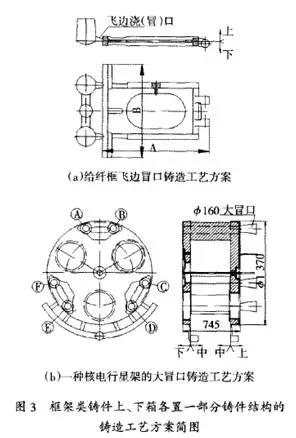
各種鑄鐵框架類鑄件的砂型鑄造,有較多的鑄造廠采用圖3(a)所示的上下箱各置鑄件一半結(jié)構(gòu)的澆注方位的傳統(tǒng)鑄造工藝計劃,或圖3(b)所示的上、中、下箱根據(jù)鑄件結(jié)構(gòu)各置一部分鑄件結(jié)構(gòu)的鑄造工藝計劃。
給纖框圖用圖3(a)所示的上、下箱各置鑄件一半結(jié)構(gòu)的澆注方位的傳統(tǒng)鑄造工藝計劃,在實際鑄造生產(chǎn)中鑄件易在冒口頸處發(fā)生縮孔缺點。而核電行星架球墨鑄鐵件用圖3(b)所示的上、中、下箱根據(jù)鑄件結(jié)構(gòu)各置一部分鑄件結(jié)構(gòu)的鑄造工藝計劃,該工藝計劃在西南某廠采用的鑄造生產(chǎn)方式是:水玻璃砂造型、制芯(鉻鐵礦砂制作特異小砂芯),一箱一件,很多設(shè)置冷鐵,階梯進液的澆注生產(chǎn)方式;加之其原始鑄造工藝計劃未設(shè)置適合大的排氣冒口,鑄件在其澆注方位的頂面發(fā)生較多較大的氣孔缺點,且在頂面6個較大的熱節(jié)處(A~F處)還間或發(fā)生縮孔缺點。
為處理圖3(a)所示給纖框的縮孔缺點,一些鑄造工作者往往采用加大冒口的工藝措施,而使得其鑄件的縮孔缺點變得更大。為處理圖3(b)所示核電行星架大型球鐵件的縮孔缺點,傳統(tǒng)的工藝措施是在頂面的6個熱節(jié)處(A~F處)各設(shè)置一個大冒口(在圖3b的原無冒口工藝計劃的基礎(chǔ)上改為其圖示的大冒口工藝計劃),而大冒口工藝計劃進一步使得A~F 6個熱節(jié)處(冒口頸)的縮孔缺點更為嚴重。
1.4泵殼閥類致密性鑄件
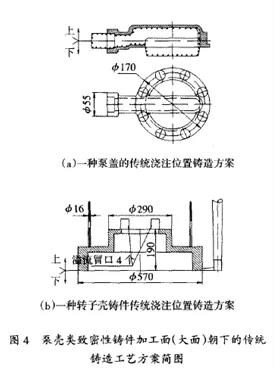
泵、殼、閥類(液壓)細密性鑄件按傳統(tǒng)的鑄造工藝理念,往往將其“重要”加工面(大面)朝下,以保證其加工面的質(zhì)量和便于下芯,一般選用圖4所示的加工面朝下的澆注方位的傳統(tǒng)鑄造工藝計劃。
圖4所示鑄造計劃的主要工藝特點是:鑄件的主(重)要加工面(或大面)朝下、下芯方便(砂芯小)、鑄件結(jié)構(gòu)大部分或悉數(shù)置于上箱、金屬液澆注以底注式進液為主。生產(chǎn)實踐中泵、殼、閥類(液壓)細密性鑄件選用圖4所示加工面(大面)朝下的傳統(tǒng)鑄造工藝計劃較為多見,但其鑄件易產(chǎn)生錯箱、縮孔、縮松、氣孔類鑄造缺點。
為處理圖4所示泵、殼、閥類液壓鑄件(通稱高細密性鑄件)的縮孔、縮松缺點,一些鑄造廠一般所選用的工藝辦法亦是加大冒口,甚至設(shè)置保溫冒口,其鑄件的縮孔、縮松缺點亦難有效地處理,鑄件的細密度很難到達其較高的細密性技術(shù)要求。為處理圖4所示工藝計劃鑄件的氣孔缺點,遍及的工藝辦法亦是進步型砂的透氣性及“出氣”冒口以添加型腔的排氣面積,以及進步金屬液的澆注溫度。
剖析圖1至圖4所示的幾種典型鑄件傳統(tǒng)的鑄造工藝計劃,該幾類鑄件易發(fā)生或(間或)發(fā)生氣孔、縮孔、縮松、錯箱等鑄造缺點,筆者以為其一起的首要成因之一是:鑄件的重要結(jié)構(gòu)、或悉數(shù)結(jié)構(gòu)設(shè)置于上箱的澆注方位。
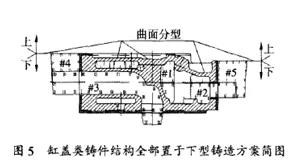
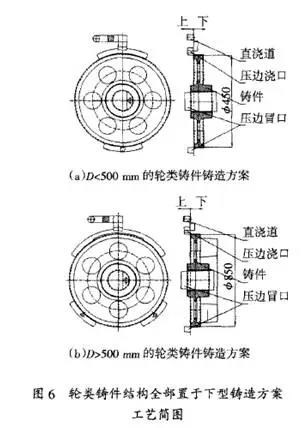
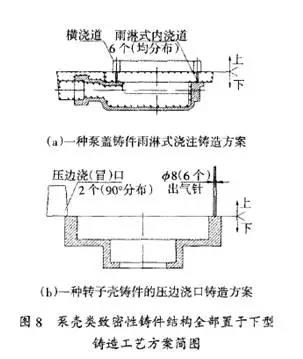
依據(jù)筆者30年來的鑄造工廠生產(chǎn)實踐經(jīng)驗總結(jié)和考慮以為:鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱(鑄件結(jié)構(gòu)自然答應(yīng)者)、或發(fā)明(工藝)條件將鑄件悉數(shù)結(jié)構(gòu)或鑄件重要結(jié)構(gòu)設(shè)置于下箱,是處理很多黑色金屬鑄件砂型鑄造易發(fā)生氣孔、縮孔、縮松、錯箱等鑄造缺點的最好澆注方位設(shè)計計劃,亦即筆者極力主張“砂型鑄造鑄件下箱優(yōu)先設(shè)置”,如圖5至圖8所示。鑄件結(jié)構(gòu)下箱優(yōu)先設(shè)置計劃,比之于圖1至圖4所示的鑄件傳統(tǒng)的澆注方位鑄造工藝計劃,首要具有如下幾個方面的工藝長處。
2.1型腔排氣充分
圖5至圖8所示的鑄件分型面設(shè)置計劃,鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱、或發(fā)明工藝條件將鑄件悉數(shù)結(jié)構(gòu)(或鑄件重要結(jié)構(gòu)設(shè)置于下箱)的澆注位置鑄造計劃,其極為重要的鑄造工藝長處之一就是:充分地使用上、下箱的分型面對型腔進行排氣,其分型面是一個天然(自然)的排氣面,并且其處于鑄件的最高面處(鑄件結(jié)構(gòu)自然答應(yīng)其悉數(shù)設(shè)置于下箱或發(fā)明工藝條件將鑄件悉數(shù)結(jié)構(gòu)設(shè)置于下箱)或其處于鑄件首要結(jié)構(gòu)的最高面處(發(fā)明工藝條件將鑄件重要結(jié)構(gòu)設(shè)置于下箱)。
這種分型面處于鑄件頂面或鑄件首要結(jié)構(gòu)面,使用分型面排氣的方式是砂型鑄造工藝中極為可靠、有用和充分的排氣方式和途徑,是解決相關(guān)黑色金屬鑄件砂型鑄造氣孔缺點的重要工藝方法和技術(shù)措施。
2.2可優(yōu)化設(shè)計澆注系統(tǒng)
圖5至圖8所示的鑄件澆注方位及分型面設(shè)置方案,因鑄件結(jié)構(gòu)全部設(shè)置于下箱、及創(chuàng)造工藝條件將鑄件全部結(jié)構(gòu)或鑄件重要結(jié)構(gòu)設(shè)置于下箱,其為鑄件澆注系統(tǒng)的優(yōu)化設(shè)置創(chuàng)造晰根底(工藝)條件,鑄件可很好地規(guī)劃出頂注式澆注(系統(tǒng))辦法。
頂注式澆注(系統(tǒng))辦法,因其能使金屬液在型腔的溫度梯度散布遞上高低低的正溫度梯度狀況,一方面非常有利于澆注系統(tǒng)及上層高溫金屬液對基層低溫金屬液的液態(tài)冷卻縮短進行有效地補縮;另一方面,頂注式進液過程中、后進人型腔的金屬液,可不斷地使先進入型腔中的金屬液的液面構(gòu)成的“固態(tài)膜”決裂,然后極為有利于金屬液中氣體的溢出。
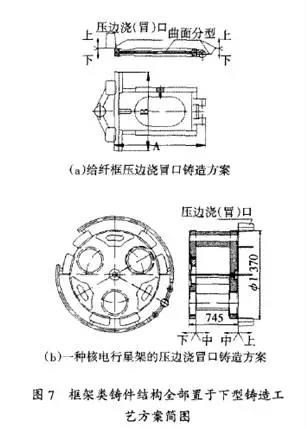
2.3可優(yōu)化設(shè)置冒口系統(tǒng)
圖5至圖8所示的鑄件澆注方位及分型面設(shè)置計劃,因鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱、及發(fā)明工藝條件將鑄件悉數(shù)結(jié)構(gòu)或鑄件重要結(jié)構(gòu)設(shè)置于下箱,也為鑄件冒口系統(tǒng)的優(yōu)化規(guī)劃發(fā)明晰基礎(chǔ)(工藝)條件,鑄件可很好地規(guī)劃出壓邊冒口系統(tǒng)型式或其它類似于壓邊冒口之優(yōu)化型式的頂冒口系統(tǒng)。
壓邊冒口系統(tǒng)型式(或其它優(yōu)化型式的頂冒口系統(tǒng)),結(jié)合上述金屬液在型腔中的溫度梯度分布呈上高低低的正溫度梯度情況,一方面非常有利于冒口系統(tǒng)對基層低溫金屬液的液態(tài)冷卻縮短進行有效地補縮;另一方面,壓邊冒口系統(tǒng)型式因其在金屬液從頭到尾充型的過程中處于鑄件結(jié)構(gòu)的最高處(或冒口因其在金屬液從頭到尾充型的過程中處于鑄件重要結(jié)構(gòu)的最高處),極為有利于型腔中及金屬液中氣體的溢出。
2.4鑄件錯箱缺陷少
鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱,即用圖5至圖8所示的鑄件澆注位置及鑄件分型面設(shè)置計劃,鑄件悉數(shù)(或絕大部分鑄件結(jié)構(gòu))由下型鑄出,有內(nèi)腔結(jié)構(gòu)的鑄件亦可用砂芯或上型“砂胎”較準確的定位后鑄出。由此可見,用圖5至圖8所示的分型面設(shè)置計劃比之于鑄件用圖1至圖4所示傳統(tǒng)的澆注位置鑄造工藝計劃鑄出的鑄件,避免了或有效地降低了鑄件錯箱缺陷的產(chǎn)生,大大地降低了因為鑄件尺寸不合格而導(dǎo)致的鑄件廢品率。
2.5鑄件加工余量少
鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱、及創(chuàng)造工藝條件將鑄件悉數(shù)結(jié)構(gòu)或鑄件重要結(jié)構(gòu)設(shè)置于下箱,用圖5至圖8所示的鑄件澆注方位及分型面設(shè)置計劃,可較好地減小鑄件的加工余量,減小(少)鑄件飛刺。
減小鑄件的加工余量,首要表現(xiàn)在以下幾個方面:其一,鑄件結(jié)構(gòu)悉數(shù)(或首要結(jié)構(gòu))設(shè)置于下型,只要下模一個方向的“拔模”斜度及錯箱的可能性小,其鑄件側(cè)面的加工余量可適當減小;其二,因鑄件的澆冒口設(shè)置于圖5至圖8所示的澆注方位的鑄件頂面(即分型面或加工面),能夠免去圖1至圖4所示鑄件傳統(tǒng)的鑄造工藝計劃在一些鑄件的非加工面設(shè)置冒口而增加的“工藝”加工余量。
減小鑄件飛刺,首要表現(xiàn)在鑄件結(jié)構(gòu)悉數(shù)(或首要結(jié)構(gòu))設(shè)置于下型、其分型面在鑄件頂面,可削減(小)50%左右分型面在鑄件中部時傳統(tǒng)的“防壓環(huán)”結(jié)構(gòu),故而鑄件用圖5至圖8所示的鑄件澆注方位及分型面設(shè)置計劃可比圖1至圖4所示傳統(tǒng)的澆注方位鑄造工藝計劃至少削減40%~50%的鑄造飛刺。

減速箱鑄件
生產(chǎn)實踐表明,鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱,即用圖5至圖8所示的鑄件澆注方位及分型面設(shè)置計劃比之于鑄件用圖1至圖4所示傳統(tǒng)的澆注方位鑄造工藝計劃鑄造鑄件,具有以下幾個主要技術(shù)長處及經(jīng)濟效果:
(1)有利于戰(zhàn)勝氣孔、縮孔、縮松、錯箱等鑄造缺點的工藝長處,故其鑄件的合格率高,尤其是可大幅度地提高氣密性鑄件的鑄造合格率(可從常用鑄造工藝計劃的30%~40%提高到“鑄件結(jié)構(gòu)悉數(shù)設(shè)置于下箱”工藝計劃的95%左右);
(2)具有加工余量少,鑄件的工藝出品率較高及砂箱面積利用率高的長處;
(3)取得內(nèi)部組織愈加細密、外形愈加漂亮的高品質(zhì)鑄件。